Re-Manufacturered for Better Performance, Higher Resistance to Extremes & Vibration.
PRODUCT OVERVIEW
- Originally Designed in the 50’s, Updated to 2016 Standards
- Unique Design Features Make Oil Coolers Manufacturable
- Innovative Production Techniques Improve Final Product
- Heavy-duty Construction Insures Length of Service
The original design for the B-52 Bomber Oil Cooling system was invented more than 60 years ago. Now that the aircraft are being re-commissioned, replacements had to be created. ACE was chosen because of our reputation for excelling with difficult metal milling, forming and assembly.
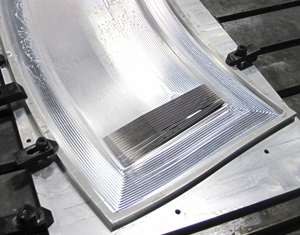
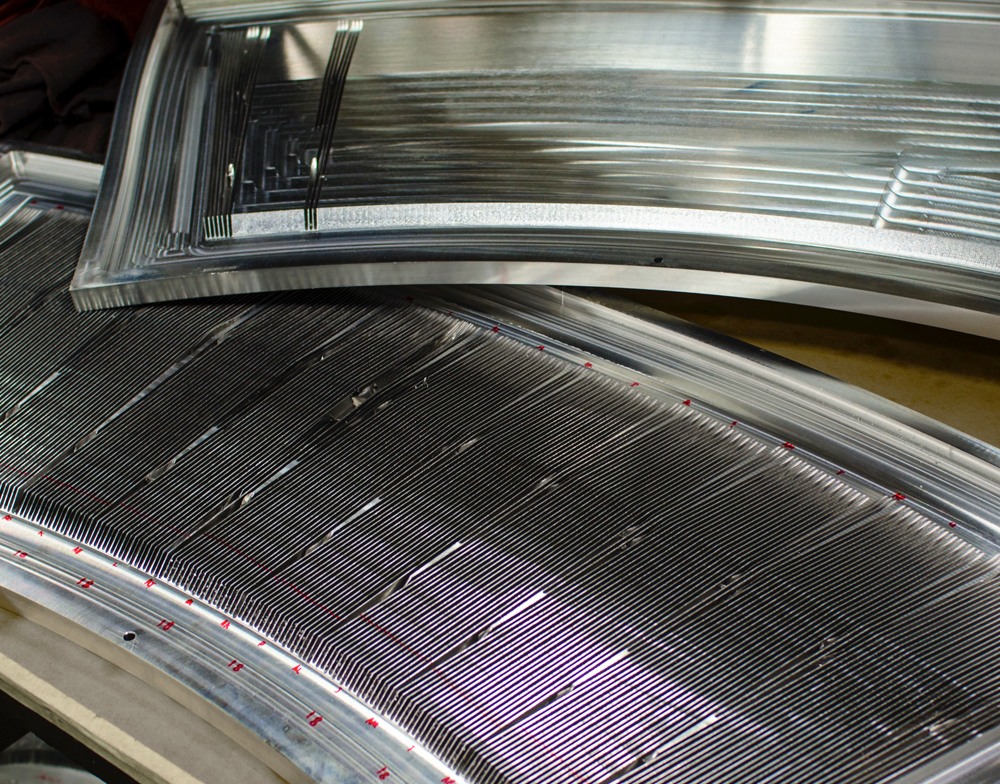
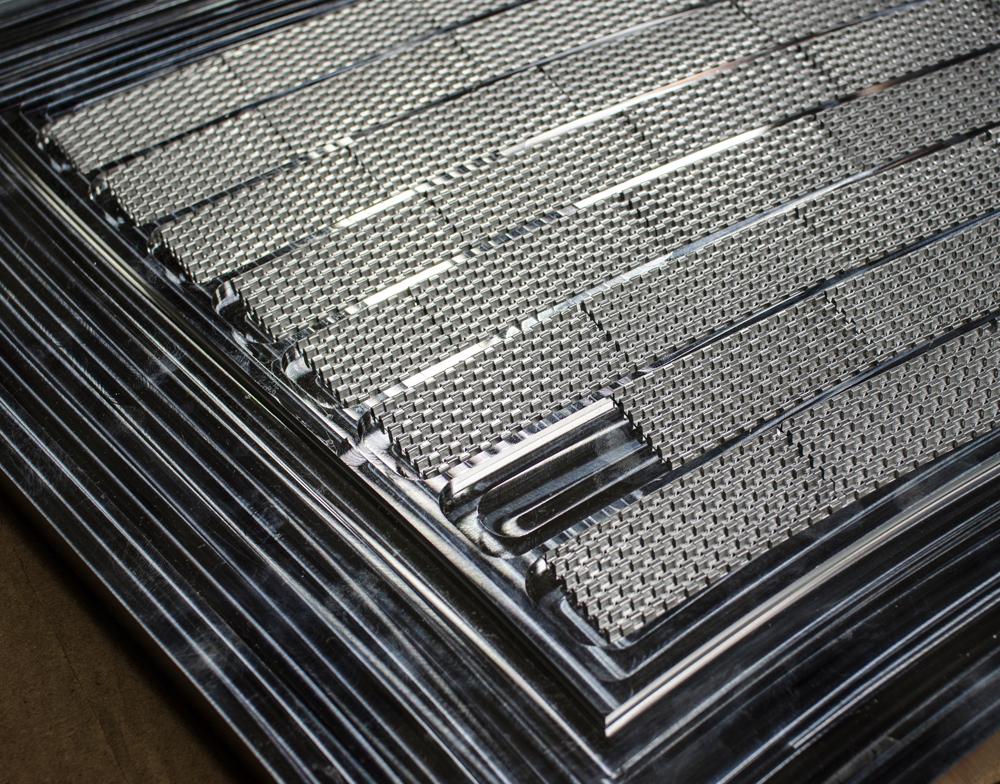
Production began by studying the form with our 3D printer. Once the shape and edges were determined, our manufacturing engineers “flattened” the design. Once programmed into our large-platform CNC machines, operators milled fine grooves on the face on a 1” slab of pure aluminum. These “fins” maximize the cooling effect of air passing over the surface. This technique required some practice rounds to get to a thickness where the metal fins wouldn’t tear or crumple.
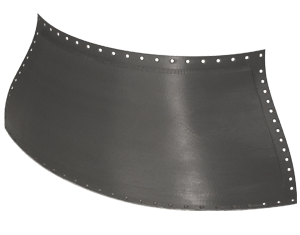
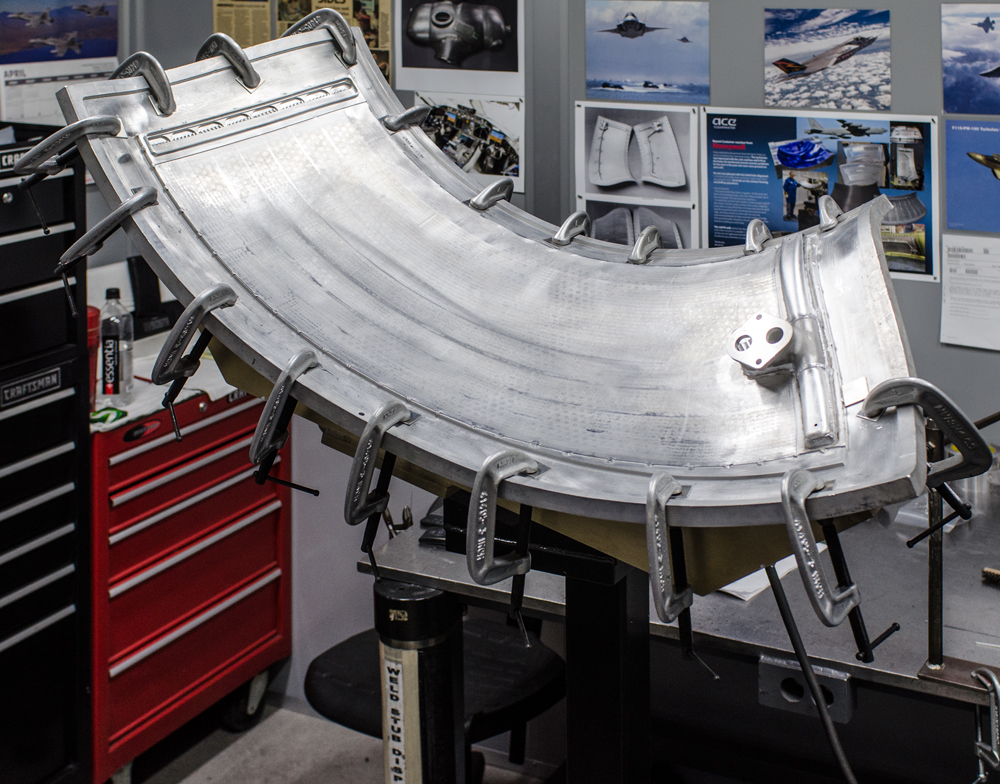
Once the panels were completed, a hard wax was used to fill-in the space between the grooves. This prevented crushing the fins during forming the flat panel into a curved section. A back panel was also formed to attach over small cells in the back, through which oil flows and is cooled.
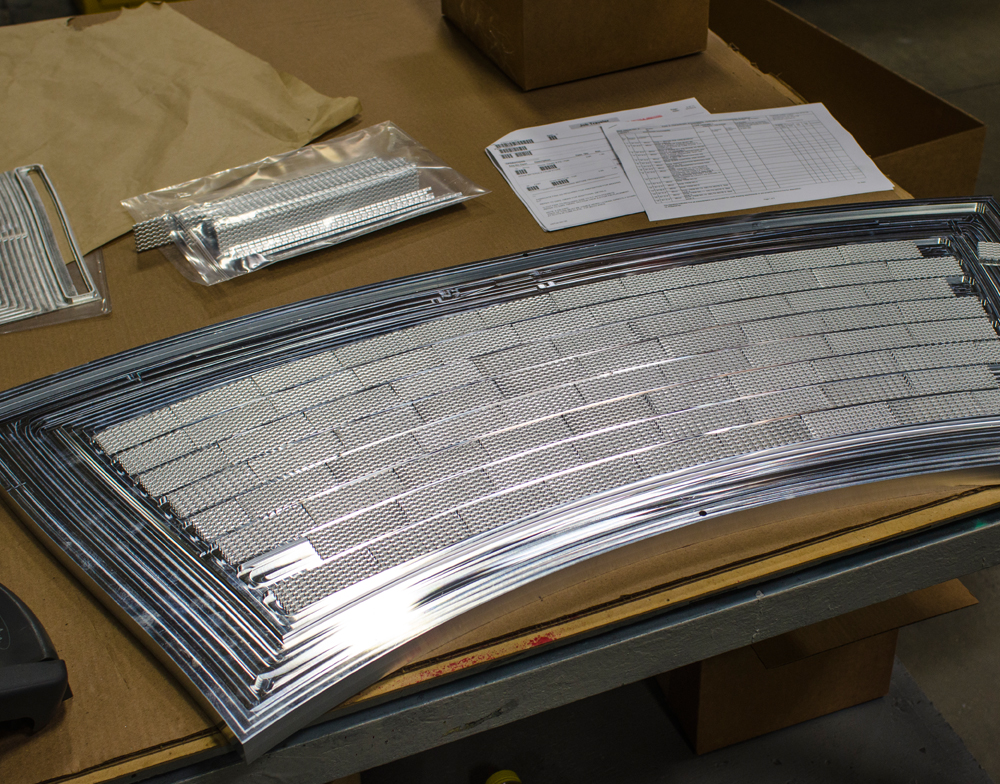
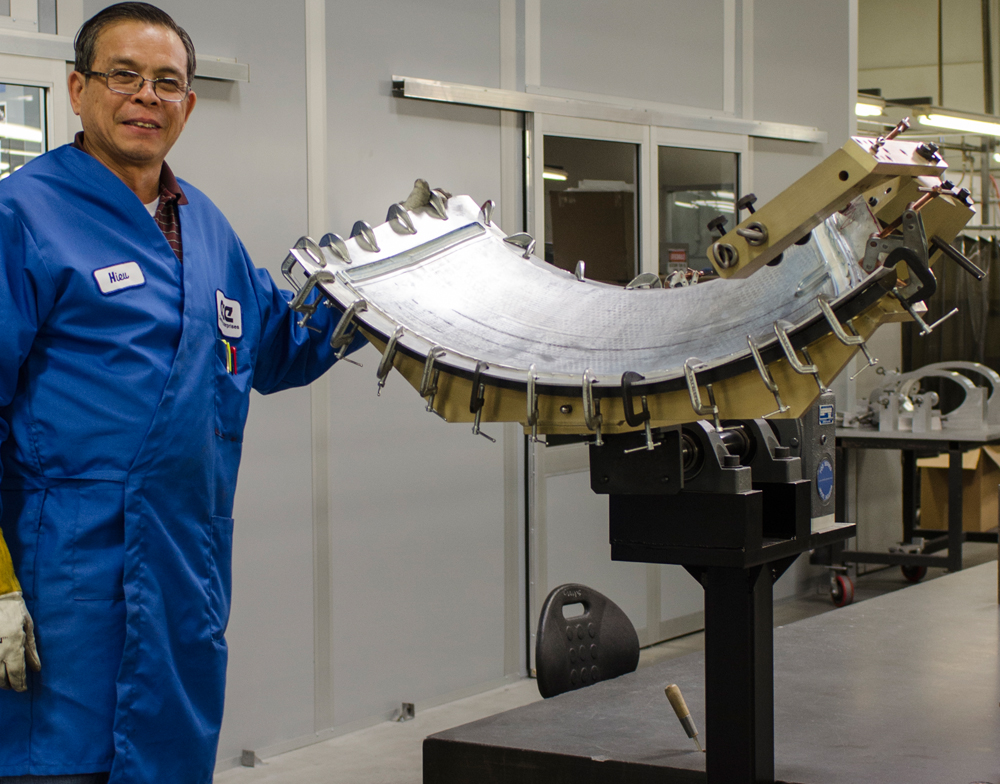
A custom stand, or fixture, was designed and built for the curved units for final assembly work, welding, and finishing.
The B-52H Oil Coolers are curved to an exact arc, and when joined end-to-end, they wrap completely around the inside perimeter of the engine nacelle, where airflow is at its peak – cooling the oil travelling through the cells, inside.



MANY STEPS FOR PRODUCTION
-